Mapping/Profiling
Absolute Calibration can verify the performance of environmental enclosures, stability chambers, fridges/freezers, temperature enclosures including rooms and walk-in freezers.
Measurements can be recorded in terms of temperature/humidity variations within the working space (temperature/humidity gradients) and temperature/humidity fluctuations with time.
Verification can be taken over the following ranges;
Temperature only devices
-70 °C to 1,100 °C
Temperature and Humidity Devices
10 °C to 98 °C
5 %rh to 85 %rh
Calibration
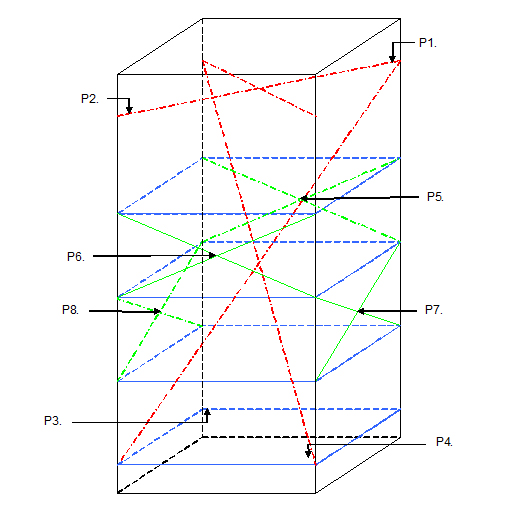
Mapping/profiling is carried out using a number of sensors dependent on the size of the enclosure and the customer requirement. The sensors are placed approximately 50 mm from the enclosure walls or at the extremities of the working volume defined by the manufacturer (if known). Alternatively, the sensors are placed in the enclosure according to the customers instructions. Sensors are numbered and their location included within the calibration report.
The company employ two calibration methods;
1. Empty chamber calibration
2. Calibration with a representative load provided by the customer
The default method is to calibrate the enclosure empty.
Pre-calibration checks are carried out to;
- ensure the enclosure is electrically safe.
- verify the door seals are in good condition.
- check all controls are functional.
- check the interior is clean and dry and any lose debris removed.
Door open recovery test
If requested a door open test can be carried out. The door is opened for a number of specified minutes and the time of opening and closure recorded. The customer can then see from the log how long the enclosure takes to return to the set temperature/humidity.
Reports
Depending on the calibration requirement, measurements are either taken manually or recorded on a data logger. After calibration the engineer returns the results to the laboratory where they are inspected by the QA department (and UKAS signatory as required) just like any calibration we carry out, before being posted to the customer.